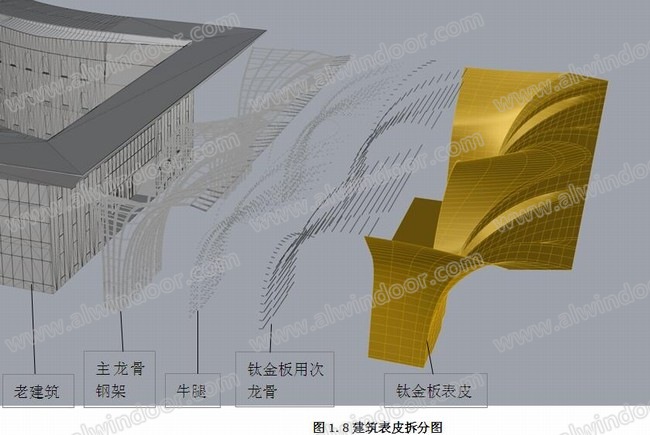
门头造型取自上海市花白玉兰(如图1.8),门头左右各有两朵金色玉兰花,配合连接两朵玉兰花的双曲门拱造型和入口部位的半圆形入口玻璃幕墙,最终形成整体双曲异形,白色和金色相结合的入口门头的艺术造型。
在板块划分过程中,需要综合考虑以下因素:
2.2.1. 尽可能减少分缝(建筑师要求)
过多的分缝会削弱建筑造型的整体性。
2.2.2. 满足钛金板镀钛尺寸的限制要求。
长三角地区常规镀钛炉为圆柱形(如图2.7),尺寸为1.5米(直径)*4.5米(长度),考虑到板块固定所需要的构造空间,板块需要满足外包圆柱轮廓尺寸小于1.2米(直径)*4米(长度)。
本项目板块类型众多,很多版块为组合板块,很难简单判断板块尺寸是否满足上述要求,只能通过grasshopper软件对板块进行分析(如图2.8),对于超规格的板块重新进行分格的划分。

2.2.3. 为了保证转角轮廓线的挺拔,分缝要避开转折线。
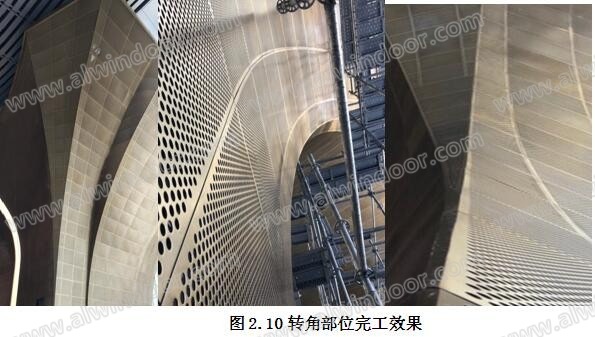
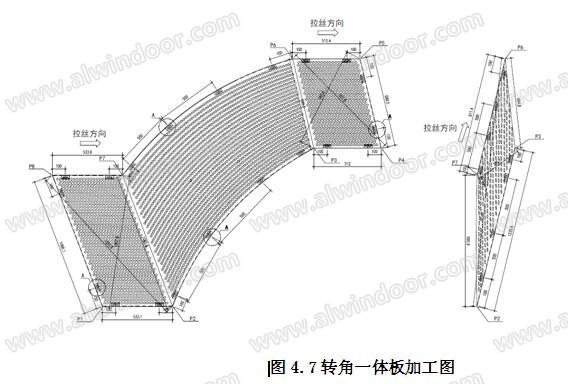
转角轮廓线为双曲线,如果在转折线两侧做两块板,考虑到加工误差和安装误差,现场很难完全拼接到一起,所以最终转角部位全部采用转角一体板设计。
根据板块所在位置不同,转角一体板由两块板或三块板组成(如图2.9)。
转角一体板为一个双曲面和两个单曲面的拼接,对加工精度的要求很高,最终完工效果线条流畅,挺拔(如图2.10)。

2.2.4. 分缝要美观,要与整体双曲异形的造型契合。
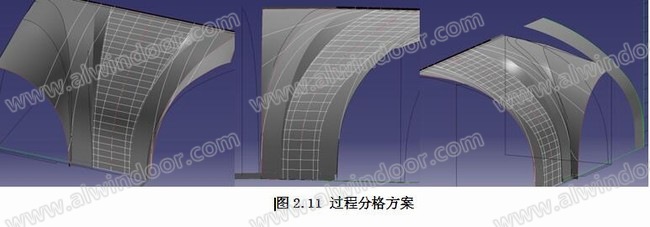
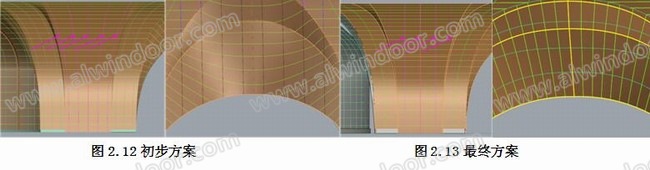
经过多轮建筑分格方案的比选,淘汰(如图2.11),逐步摸索形成初步分格方案(如图2.12),经过对初步分格方案的进一步修正,形成最终的分格方案(如图2.13)。最终选择了水平方向平切,竖向适应形体变化,采用双曲线划分,特殊部位进行特殊处理,保证分格线的连续。
根据以上原则,运用BIM软件对分格进行划分,最终完成的分格方案满足板块加工要求,整体分格线条流畅,与建筑形体完美契合,最终分格图如图2.15所示:

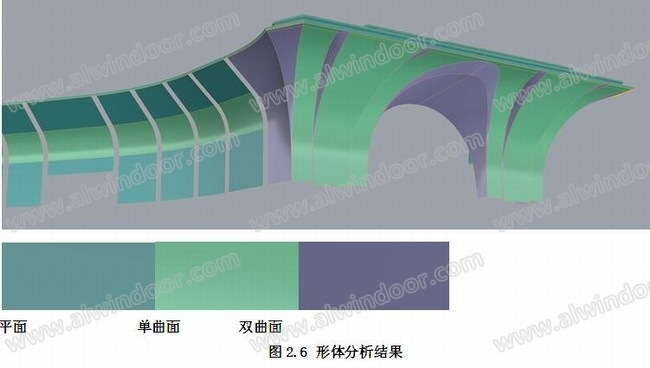
分格划分完成之后,钛金板板块有以下四种类型(如图2.16),不同类型的板块对加工的要求是不同的,需要采用不同的板块成型工艺。
平面 单曲面 双曲面 转角一体板

其中转角一体板的加工和安装是本项目的难点。
3.效果的实现
要实现建筑效果,需要进行以下因素的确定:
材质及表面处理(词条“表面处理”由行业大百科提供)的选择
颜色及拉丝方向
穿孔样式选择
板块接缝设计
3.1. 材质及表面处理的选择
建筑效果是金属感很强的香槟色,针对该效果的可能实现方式,我们通过不同材质和不同表面处理的样品来对实现的效果进行论证。
3.1.1铝板氟碳喷涂
经过铝板氟碳喷涂(词条“喷涂”由行业大百科提供)样品的制作,发现氟碳喷涂金属感弱,不满足要求(如图3.1)。
3.1.2铝板镀钛处理
经过实际铝板样品的镀钛,发现整体金属感比氟碳好一些,但仍然达不到建筑要求,且因为材料基层处理的问题,铝板镀钛膜厚不均匀,在转折等特殊部位存在工艺缺陷(如图3.2)。

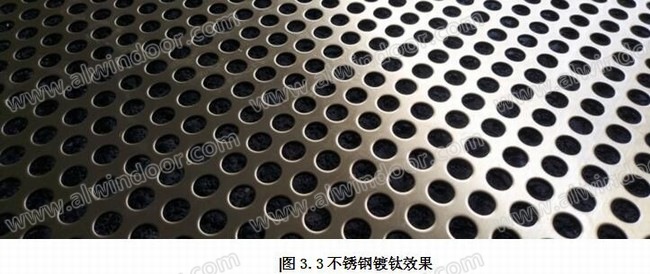
3.1.3不锈钢板镀钛处理
不锈钢镀钛工艺是目前最成熟的镀钛工艺,经过实际镀钛样板,满足建筑要求。(如图3.3)
3.2. 颜色及拉丝方向
不锈钢钛金板是一种很特殊的材料,颜色在不同的角度和不同的光线条件下颜色会发生变化,同时拉丝方向也对钛金板的颜色影响很大。
经过多次样品制作(如图3.4),最终确定了钛金板的颜色,为了产生不同的颜色,钛金板以2米为界,2米以上为横向拉丝,2米以下为竖向拉丝。

3.3. 穿孔样式选择
方案初期,对于穿孔样式有多种方案考虑,主要考虑以下四种方式:
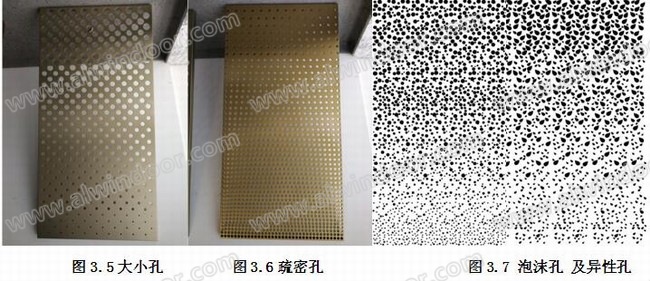
大小孔孔大小不一样,下边的孔小,上边的孔大,均匀变化(如图3.5)。
疏密孔孔径相同,下边的孔疏,上边的孔密,均匀变化(如图3.6)。
泡沫孔及异性孔(如图3.7)
均匀孔相同的孔径,2米以下孔距大,2米以上孔距小(如图3.8)。
经过样品的制作和BIM开孔的模拟,大小孔和疏密孔很难在20米高度的范围内实现变化的效果,所以最终选择了均匀孔的方案。
经过样板的制作和到现场的实际比对,最终确定开孔方式如下:
孔径15mm ,2米以下15%穿孔率,2米以上40%穿孔率。
3.4.板块接缝设计
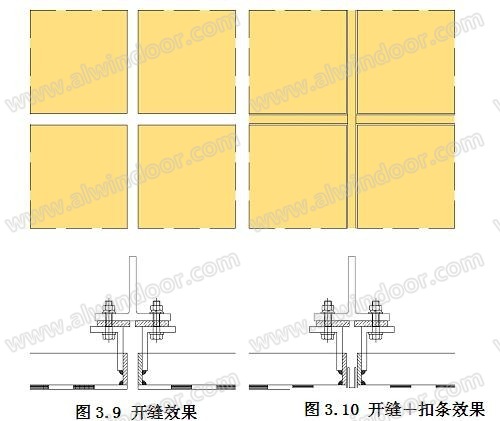
钛金板拼缝效果关系到整体建筑的造型,在前提方案论证阶段,有开缝(如图3.9)、开缝+扣条(如图3.10)、密拼缝(如图3.11)、横向6mm竖向3mm(如图3.12)等四种方案,经过最终论证,突出横向分缝且整体接近密拼效果的横向6mm竖向3mm方案被最终采用。


最终完工效果如图3.13所示:

4.钛金板成型工艺分析
本项目钛金板包括平板、单曲板、双曲板、转角一体板等四种类型,加工难度逐步提升,其中转角一体板是将一个双曲板与一个(或两个)单曲板拼接形成的一体板,是本项目的难点。
一体板的加工组装流程如下:
不锈钢卷开平--开孔--校平--拉丝--单曲面、双曲面成型--氩弧焊拼接--打磨修正--焊接定型方管--镀钛--成品保护
在整个流程过程中需要重点关注以下方面
4.1. 开平
不锈钢卷开平的时候要将钢卷首段有瑕疵的钢板切除,避免有缺陷的钢板用于工程。
4.2. 开孔
不锈钢板开孔方式有冲孔和激光切孔两种方式,冲孔是利用冲头的力量在冲床上开孔,因为外力的作用,冲孔会引起钢板不平整(如图4.1),需要后续通过校平来消除不平整。

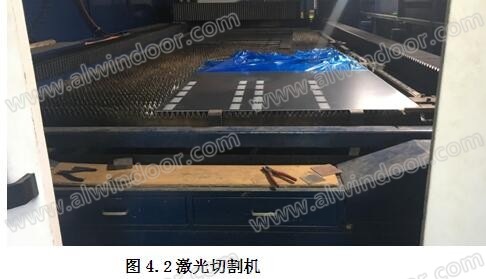
激光切孔是通过激光切割机(如图4.2)来成孔,相对冲孔来说速度会慢一些,但是产生的变形很小,建议在满足工期要求的情况下选择激光切孔。
4.3.拉丝工艺
不锈钢拉丝有机械拉丝和手工拉丝两种,机械拉丝根据拉丝机(如图4.3)的型号不同而不同,目前长三角地区最大能够实现2.6米宽度的拉丝。

超大板块的拉丝只能手工通过沙袋拉丝,拉丝效果与机械拉丝存在差距。
本项目两米以上区域为横向拉丝,宽度为1米,可以机械拉丝。2米以下区域连廊部位为竖向拉丝,存在部分板块超过2.6米,需采用手工拉丝。
4.4. 单曲面及双曲面成型工艺
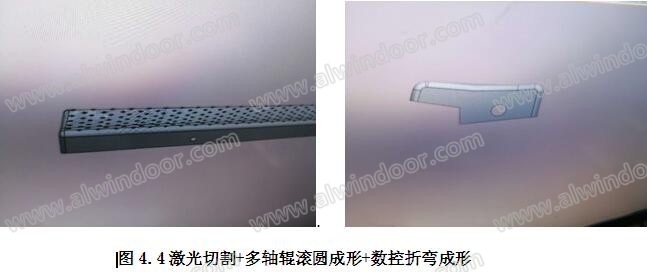
单曲面部分成形方法:(1)、模具成形;(2)、激光切割+多轴辊滚圆成形+数控折弯成形(如图4.4)。
双曲面部分成形方法:液压拉伸成形+双曲背筋拼焊
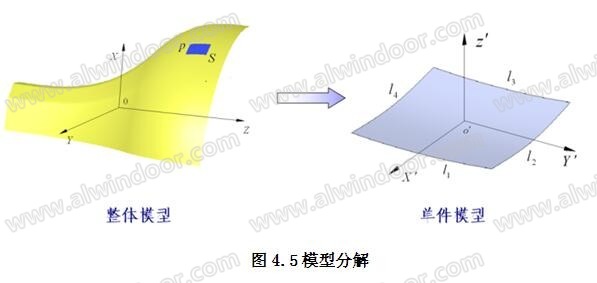
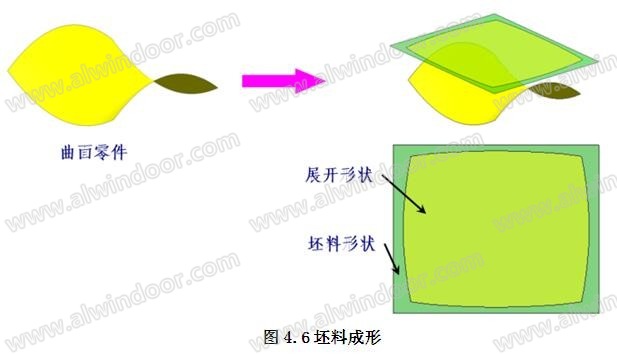
液压拉伸成形下料工序可使用剪板机或激光切割机完成,下料前需完成模型分解(如图4.5)、坯料展开(如图4.6)等工作。模型分解是根据实际整体模型,将其切割(词条“切割”由行业大百科提供)成相对均匀(统一)规格的单个零件并编号管理。坯料展开则利用三维分析软件功能将单个零件模型展开为二维CAD图形,并在四边留有工艺余量。成形单元则使用离散模具通过液压拉伸成形。成形后将满足要求的零件转移至检测平台,检测合格的成形单元则使用切割机裁边获取最终零件。最后通过加强筋实现零部件型面加固。
4.5. 转角板块拼接成一体板
转角一体板为空间异形,拼接过程中的精度控制很重要。
根据BIM模型,自动生成相应板块的加工图(如图4.7),加工图中除了单个板块的数据,还对拼接板块之间的关系进行了注明,方便按照加工图进行板块的拼接。
拼接之前先通过工具进行预固定,确定构造关系准确后才通过氩弧焊进行拼接(如图4.8)。
板块拼接完成后,为了防止板块在运输中变形,对超大的板块在转角部位增加用不锈钢管支撑龙骨(如图4.9)。

4.5 板块折边、焊边
为了控制折边的R角,折边部位采用两种方式:
平板:刨槽折边(如图4.10)
曲面板(词条“面板”由行业大百科提供):焊边(如图4.11)
为了保证强度,刨槽折边后也需要进行焊接,为了减少焊接变形,采用分段氩弧焊,同时在焊接的过程中进行温度控制。

4.6.镀钛
目前镀钛工艺包括水镀和电镀,其中水镀为较早的技术,镀钛层的耐久性(词条“耐久性”由行业大百科提供)存在问题,而且存在污染,正在被行业逐步淘汰。
目前成熟的镀钛工艺为电镀工艺,电镀的镀钛炉通常为圆柱体(如图4.12)。

镀钛控制流程如图4.13所示:
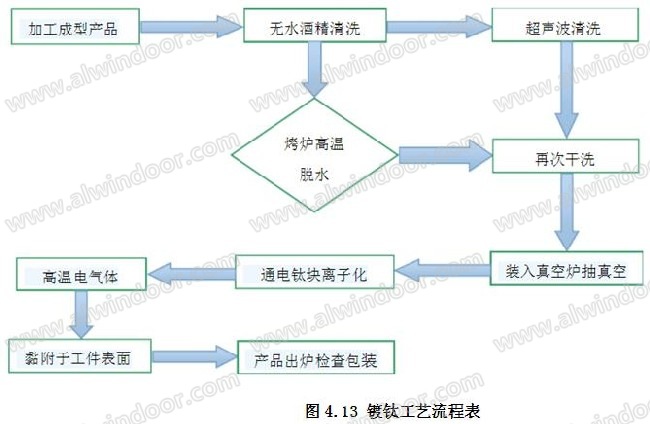
镀钛的色差问题是需要重点关注的问题,不同的镀钛炉,相同的镀钛炉在不同的批次都会产生色差,在板块镀钛过程中,通过合理安排产能,将相邻板块在同批次进行加工,可以减少色差。
5.构造节点的实现
本工程的难点在门头部位,门头是双曲异形的造型,为了连接外侧的双曲装饰板,老建筑外侧新增了双曲的钢龙骨(如图5.1)。

钢龙骨整体为双曲异形,圆管,考虑到主体结构(词条“主体结构”由行业大百科提供)的偏差,普通的转接件很难满足构造连接的要求。
经过技术分析,主体钢架安装精度可以控制在2厘米之内,针对该误差,转接系统需要考虑误差的吸收调节。同时考虑到工期和现场安全,需要尽量减少现场焊接。主体龙骨间距较大,人员可从内部进行安装。综合考虑以上因素,最终方案如图5.2、5.3所示:
面板通过螺栓(词条“螺栓”由行业大百科提供)固定到后侧T性龙骨上,T性龙骨横向通长,竖向分段,T型龙骨通过带抱箍的转接件连接到主龙骨上,转接件设置长条孔,配合抱箍的角度调节,可以实现三维六向调节。

6.BIM全过程数字化参数化设计
本项目整体为双曲异型穿孔板,工期紧张,采用普通出图方式很难实现,只能借助BIM技术来实现,所以全程数字化、参数化设计是本项目的指导思想。
在本项目,BIM技术实现了从早期方案阶段到后期安装完成的全过程的运用。
6.1.方案阶段
BIM模型深度达到LOD200深度。
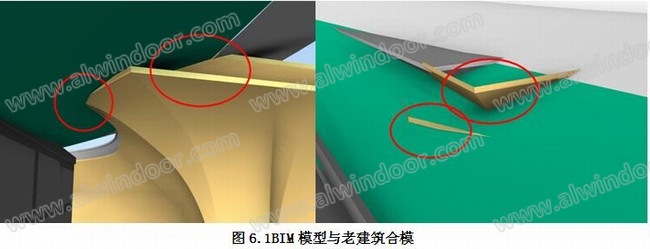
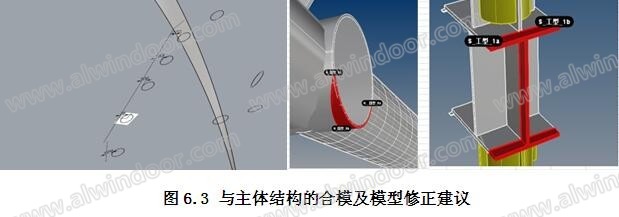
6.1.1本项目为改造建筑,是在老的建筑外侧增加一层新的表皮,方案阶段需要通过BIM模型将新表皮与老建筑进行合模,根据干涉情况对表皮进行修正(如图6.1)。
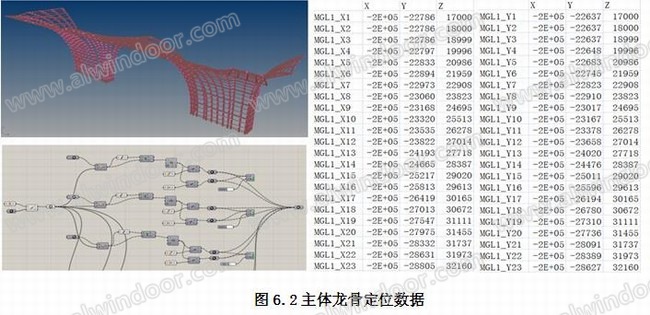
6.1.2通过BIM技术对表皮分格进行划分,分格方案确认之后以分格方案为基础,向内偏移并进行修正后,得到主体龙骨定位线。(如图6.2)。
6.1.3根据龙骨定位线进行深化,得到最终的主体钢龙骨。
6.1.4幕墙将最终深化完成的主体钢龙骨与幕墙表皮进行合模,针对存在的问题对主体钢龙骨进行修正(如图6.3)。

6.1.5对板块数据进行分析,确定平板、单曲板、双曲板、转角一体板的具体位置及数量,对特殊板块确定外包轮廓尺寸,为板块加工提供依据,提前发现超规格板块并进行调整(如图6.4)。
6.1.6 在满足建筑效果的情况下进行三次BIM修模,减少加工难度
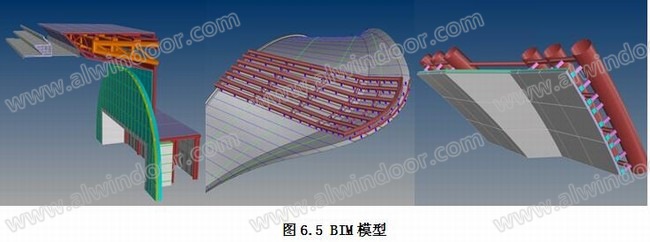
6.2. 施工图阶段
BIM模型深度达到LOD400深度(如图6.5)。

6.2.1本项目为双曲异形板块,每个板块均布相同,只能通过BIM技术对标准节点做法进行深化,将生根牛腿、横向通长T型龙骨及竖向T型生根点的位置在模型中表达清楚,为以后的安装提供定位依据(如图6.6)。
6.2.2本项目为改造建筑,与门洞的收口、地面的收口、坡道的收口、山墙部位的收口等不能按照理论建模,要配合全站仪打点,对交接部位进行轮廓点定位,将定位点的空间坐标返到基于相同坐标基点的BIM模型中,对模型进行修正。
6.3. 加工图阶段
BIM模型深度达到LOD500深度。
6.3.1根据分格缝的划分将板块进行抠缝处理,为板块加工图提供依据。
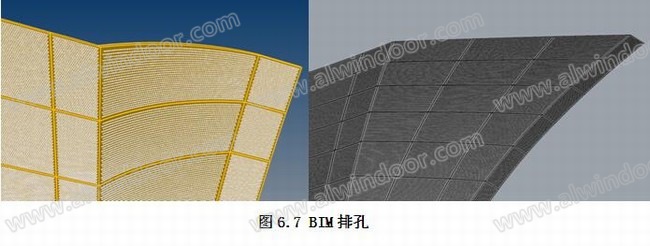
6.3.2利用BIM插件按照错位梅花孔布置原则在双曲板上进行排孔(如图6.7),排孔原则如下:
保证孔的完整,避免孔出现在分格缝上。
尽可能减少孔到边的距离
孔为错位梅花孔
6.3.3根据BIM模型自动生成板块加工图、T型龙骨加工图、转接件加工图
6.3.4双曲板摊平
将带穿孔的双曲板通过软件摊平为平板,方便根据平板进行冲孔、裁切等加工。
6.4. 施工阶段
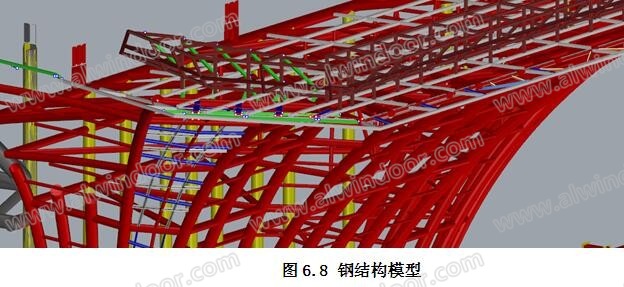
6.4.1 钢结构定位及深化
本项目钢结构错综复杂,钢结构施工需要借助BIM来定位(如图6.8)。
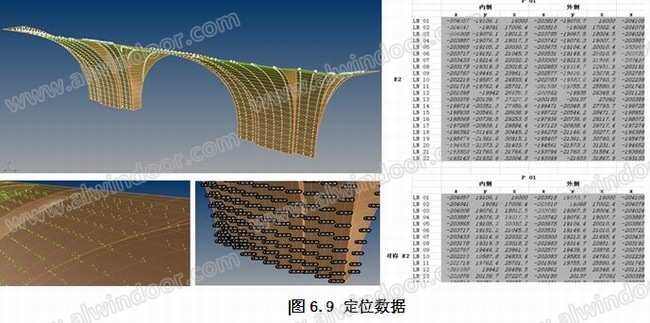
6.4.2为施工安装提供定位数据
根据BIM模型,基于与施工测量相同基点的坐标系,提供相关生根坐标点(如图6.9)。
主要提供以下数据:
①生根牛腿的定位点
②面板固定用T型钢龙骨的定位点
③面板交点理论数据定位点

6.4.3收边收口的处理
根据测量返尺,修正BIM模型,为理论下单提供依据(如图6.10、6.11)。

6.4.4检验及验收
对形体关键控制点提取坐标数据,通过全站仪对坐标数据进行校核,控制形体的偏差。
7.施工安装
7.1 样板先行
因为钛金板为非常规材料,为了对钛金板成型工艺及安装工艺进行论证,在项目施工之前在工厂先进行多个工艺样板的制作(如图7.1),工艺样板满足要求后再在现场进行现场视觉样板的安装(如图7.2),最后进行大面板材的安装。

7.2 施工方案
本项目整体高度18.5米,屋檐向外悬挑,建筑造型无法通过吊篮进行安装,经过施工方案排布,最终确定施工方案如下:
7.2.1前期因为需要进行全站仪测量打点,施工措施不能遮挡视线,最终选择登高车进行施工(如图7.3)。
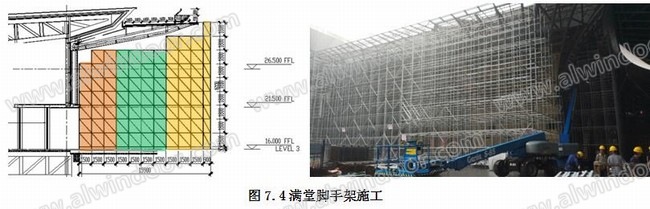
7.2.2龙骨安装完成且复合满足精度要求后,进行面板的安装。面板采用满堂脚手架进行安装(如图7.4)。
7.3.安装精度保证措施:
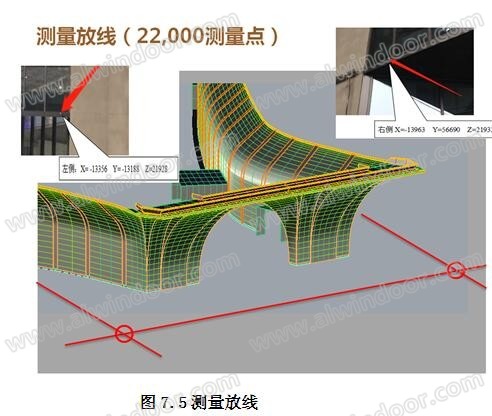
7.3.1安装过程中对22000个点进行测量定位(如图7.5)。
安装过程中根据BIM提供的定位点对牛腿及龙骨的安装进行定位,测量放线具体流程如下:
以总包单位给出的2个基准点(词条“基准点”由行业大百科提供) → 在现场引出两条基准轴线及基准标高线 → 正面及连廊均采用此基准线为测量主控线 → 从主控线测量定位外饰面板(词条“饰面板”由行业大百科提供)连接件的关键控制点 → 从BIM模型上提取连接件外端坐标点 → 采用角钢(词条“角钢”由行业大百科提供)(点焊到钢结构上 )及横向鱼线定位外饰面板连接件的关键控制点 → 将加工厂制作成型的钢龙骨点焊到主体钢结构上 → 复核确认定位准确

7.3.2 安装顺序
采用先转角后大面的安装方式,先难后易,将收口部位设置在红线示意的单曲部位(如图7.6)。

门拱部位与玻璃幕墙存在交接,门拱的精度必须保证,措施如下:
①门拱部位先安装与玻璃交接的板块,确保与玻璃交接部位的精度。
②出厂之前在工厂对门拱部位板块进行预拼装(如图7.7),保证板块的加工精度满足要求。

7.3.3检测措施
①就关键控制点对施工班组及施工员进行技术交底。
②利用曲面靠尺对曲面部位进行检测(如图7.8、7.9)
图7.8靠尺与曲面板块贴合,满足要求 图7.9靠尺与曲面板块脱离,不满足要求
③根据钛金板的反光线对钛金板的平整度进行检查(如图7.10、7.11)

8.美观性能保证措施
8.1主体钢龙骨及墙面进行涂黑处理(如图8.1)

8.2挡光板
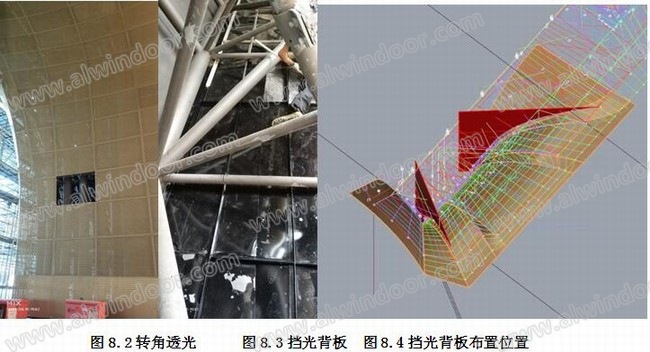
门头转折到连廊的部位及门头转折到门拱的部位,存在光线穿过两道穿孔板透光的问题(如图8.2),通过在门头四个转折部位设置挡光用1mm涂黑铝板进行挡光处理(如图8.2、8.3)。
8.3门头波浪铝背板的美观性能保证措施
波浪铝背板位于入口玻璃幕墙后侧,大波和小波交替出现,为了保证整体波浪造型的美观,采用以下措施进行处理:
8.3.1 波浪铝板通过铝板厂开模进行加工,保证加工精度。
8.3.2 加工好的波浪板在工厂进行预拼装(如图8.5),满足要求后才进行喷涂。

8.3.3 为了减少这边的R角,采用刨槽折边,同时在内部增加结构胶加强用角片,避免刨槽对折边强度的削弱。
8.3.4 波浪板在现场进行密拼安装
8.3.5 拼缝部位抹相同颜色的密封胶
9.结语
作为双曲异形密拼穿孔钛金板工程,从方案确认到施工完成只用了三个月时间,是建筑史上又一个奇迹。sketchup、犀牛、Grasshopper等三维软件的运用和双曲面异形钛金板新的成型工艺以及BIM测量定位与可调节安装系统等新技术新工艺的配合,共同造就了国家会议中心钛金板异形幕墙的完美收官。随着社会的发展,会有更多的新材料运用到日益丰富变化的建筑造型中,只有不断创新,才能适应社会的发展,取得更大的辉煌。