作为门窗节能中的一环,密封胶条(以下简称胶条)的质量起着相当重要的作用。目前国内大量采用的是PVC增塑胶条,以人工穿插形式安装在PVC异型材的凹槽中,这类胶条通常以PVC树脂配以增塑剂、填充剂等挤出成型,生产难度小,价格低廉,但性能低劣,胶条中的增塑剂轻易迁移析出,使接触的PVC异型材表面被溶胀、变色,使用过程中胶条轻易在接头处因遇冷收缩形成密封空白,影响密封效果,目前该类产品主要作为低端产品使用。因此,在铝、塑门窗竞争激烈的今天,对PVC异型材的胶条和工艺进行升级换代,是摆在国内PVC异型材行业面前的一项重要课题。本文介绍采用热塑性弹性体TPE通过共挤出工艺生产PVC异型材的方法,并系统对比了该产品和传统产品的性能特点。
1、材料
1.1热塑性弹性体TPE简介
热塑性弹性体TPE是一种兼具塑料和橡胶特点的材料。一般指常温下体现出橡胶的弹性,高温下又能塑化成型。既克服了橡胶难以加工的缺点,又改善了塑料的低温脆性,而且在性能上接近甚至超过橡胶。PVC/橡胶共混型,TPEE以PVC与橡胶类材料的共混物作为基体树脂,所采用的橡胶材料是丁腈橡胶(NBR),PVC与NBR同属极性高聚物,两者的溶解度参数非常接近,黏流态时,根据相似相容原理,二者可以实现较好的混合,实践也证实彼此间确实能够按照任意比例共混。
PVC/橡胶共混型即TPE具有良好的弹性,首先是橡胶材料本身显示的弹性;其次,PVC是一种低结晶高聚物,它的微晶结构交联各种无定型大分子,形成三维网络结构,从而令PVC材料具有一定的粘弹性能。
1.2配方组成和功能
PVC/橡胶共混型TPE的配方组成和功能见表l。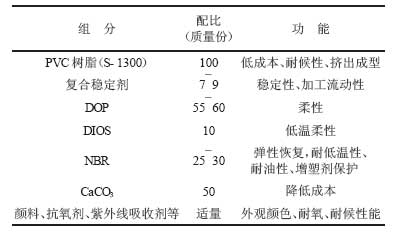
选用S-1300型PVC树脂,可以兼顾韧性和加工性,并根据不同的需求确定稳定体系和润滑体系;增塑剂的选择综合考虑增塑效率、耐久性、卫生性、低温要求等因素,确定以邻苯二甲酸二辛酯(DOP)为主,以癸二酸二异辛酯(DIOS)为辅的增塑剂体系;填料是轻质活性CaCO3;粉末丁腈橡胶(NBR)是一种预交联丙烯腈和丁二烯的共聚物,并且添加了少量的PVC:由于丁腈橡胶中的丁二烯含有不饱和双键,一般只能用于深色制品,所以添加了一定量的炭黑、抗氧剂和紫外线吸收剂,来增强耐氧、耐候性能。
1.3混合与造粒
TPE材料采用不同于一般混料的方式进行混合。首先除丁腈橡胶粉末外,将其他原料分批投入高速混合机,混合至105℃排料至低速混合机,低速混合至40℃以下时放料,得到半成品混合料;再将丁腈橡胶粉末按配方中的用量与混好的半成品料一并投入高速混料机,混合至90℃放料,再冷混至40℃出料,备用。
混合好的物料呈粉末状,通常不能直接使用单螺杆挤出机进行加工,需要先进行造粒。造粒分为热切和冷切2种,一般采用双阶热切工艺。
2、共挤出工艺
TPE共挤出工艺主要分2种,即前共挤(FCE)和后共挤(PCE),两者各有特点。共挤出前一般需进行烘干处理,烘箱温度80℃左右,烘干时间为2h。
(1)前共挤(FCE)工艺
前共挤(FCE)工艺,属一次成型工艺,采用2台挤出机向同一成型模具挤出具有不同流变行为或颜色的熔融物料,熔体在成型模具内各自流道中流动,在口模处汇合挤出,在定型模具中冷却定型。前共挤模具与普通PVC异型材模具不同,异型材断面与常规产品也有所区别(见图1)。

图1前共挤TPE共挤异型材与常规异型材断面前共挤工艺的优势是TPE与PVC异型材粘结牢固、工艺简单、用料节省;缺点是胶条出现问题后无法对胶条进行维修更换,只能对整根异型材进行整体更换。前共挤工艺一般适用于玻璃压条异型材上。
(2)后共挤(PCE)工艺
后共挤(PCE)工艺,与前共挤工艺不同,属二次成型工艺,PVC异型材经真空定型模定型冷却后,在定型水箱后段加装后共挤模具,由单螺杆共挤机通过共挤模具向异型材凹槽中挤入TPE材料,经独立的定型模具冷却定型。该工艺的优缺点与前共挤工艺刚好相反。通常该工艺被应用于框扇等主型材的挤出上(见图2)。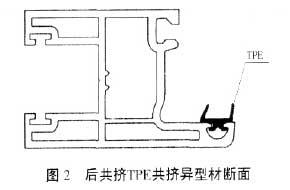
3性能与分析
按GB12002―89《塑料门窗用密封条》和企业标准Q/JYKB0001―2007《热塑性弹性体TPE橡塑材料》相关规定,对TPE共挤密封胶条部分性能进行检测,结果见表2。

表2TPE共挤密封胶条的主要性能
注:①0℃与40℃硬度差。
从表2可以看出,热塑性弹性体TPE材料具有很好的粘结性能、拉伸性能和低温韧性,材料硬度随温度的变化波动较小。密封胶条的加热后尺寸变化率与PVC异型材相近,不会出现因收缩率不同而引起的两者分离现象。更为突出的是热塑性弹性体TPE实现了有效的增塑剂保护,能牢牢“锁住”材料中的增塑剂成份,降低了增塑剂的析出倾向,加热失重仅为1.9%,而普通PVC增塑胶条的加热失重通常在15%以上,这使得共挤密封胶条能持久保持柔韧性,塑料门窗的长期密封功能也得到了保证。
4、结语
热塑性弹性体TPE材料具有较高的物理机械性能,是首选的塑料门窗密封材料。通过科学的选材、合理的配方设计和先进的共挤工艺,可以生产出粘结牢固、性能优良的TPE共挤PVC异型材,使用寿命长、密封效果好。相信通过行业同仁的共同探索、努力和完善,这项技术将会更趋成熟,能够更好地服务于我国PVC塑料异型材和门窗行业的技术创新。
与【】相关热点资讯:
【了解更多 “” 相关信息请访问
节能专区 】





















