|
|
|
ОЋВЪДЪЬѕЕужЇЪНВЃСЇФЛЧНжЇГазАжУ
ВЙГфЃК0 фЏРРЃК14744 ЗЂВМЪБМфЃК2013-10-22
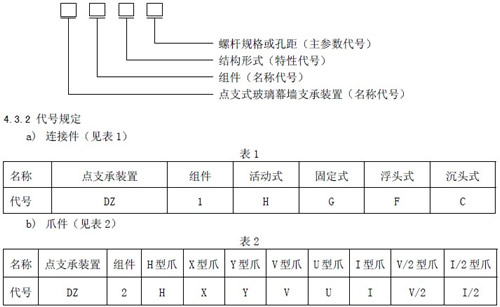
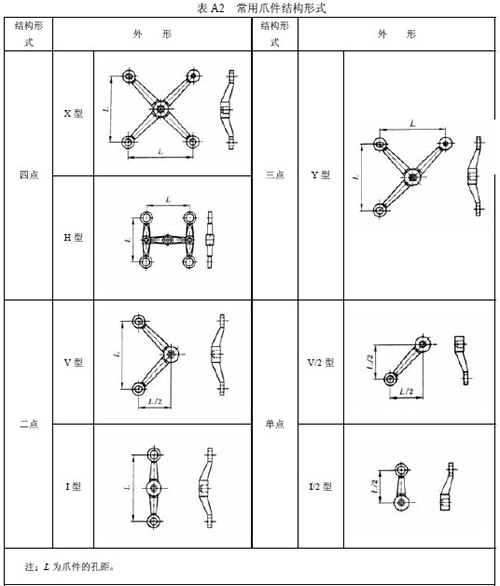
ЁЁЁЁЧА бд ЁЁЁЁБОБъзМЕк 5 еТжа5.2.1 5.2.2 5.2.3 ЮЊЧПжЦадЬѕЮФЦфгрЮЊЭЦМіадЬѕЮФ ЁЁЁЁзщГЩзАжУЕФСуВПМў ЗВгаЭЌРрМсЙЬМўЙњМвБъзМепЦфадФмвЊЧѓКЭЪдбщЗНЗЈОљгшв§гУ ЁЁЁЁБОБъзМгЩНЈЩшВПБъзМЖЈЖюбаОПЫљЬсГі ЁЁЁЁБОБъзМгЩНЈЩшВПНЈжўжЦЦЗгыЙЙХфМўВњЦЗБъзМЛЏММЪѕЮЏдБЛсЙщПк ЁЁЁЁБОБъзМИКд№Ц№ВнЕЅЮЛ жщКЃЪаОЇвеВЃСЇЙЄГЬгаЯоЙЋЫОЩюлкЪаШ§іЮЬижжВЃСЇЙЩЗнгаЯоЙЋЫО ЁЁЁЁБОБъзМжївЊЦ№ВнШЫ ТовфКЋЦНдЊЗыЫЁСжСњЭѕЕТЧкедМвБѕаьФўРюЬЮаэЮФСњгкдѓе§ ЁЁЁЁБОБъзМгк 2001 Фъ11 дТ21 ШеЪзДЮЗЂВМ ЁЁЁЁ1 ЗЖЮЇ ЁЁЁЁБОБъзМЙцЖЈСЫЕужЇЪНВЃСЇФЛЧНН№ЪєжЇГазАжУЕФвЊЧѓСІбЇадФмЪдбщЗНЗЈМьбщЙцдђМАБъжОАќзА ЁЁЁЁжќДцКЭдЫЪфЕШ ЁЁЁЁБОБъзМЪЪгУгкЕужЇЪНВЃСЇФЛЧНзАжУЕФН№ЪєжЇГазАжУ ЁЁЁЁ2 в§гУБъзМ ЁЁЁЁЯТСаБъзМЫљАќКЌЕФЬѕЮФЭЈЙ§БОБъзМжав§КЭЖјЙЙГЩЮЊБОБъзМЕФЬѕЮФБОБъзМГіАцЪБЫљЪОАцБО ЁЁЁЁОљЮЊгааЇЫљгаБъзМЖМЛсБЛаоЖЉЪЙгУБОБъзМЕФИїЗНгІПиЬжЪЙгУзюаТАцБОЕФПЩФмад ЁЁЁЁGB 191 2000 АќзАДЂдЫЭМЪОЗНЗЈ ЁЁЁЁGB/T 228 1987 Н№ЪєРЩьЪдбщЗНЗЈ ЁЁЁЁGB/T 232 1999 Н№ЪєЭфЧњЪдбщЗНЗЈ ЁЁЁЁGB/T 699 1999 гХжЪЬМЫиНсЙЙИжММЪѕЬѕМў ЁЁЁЁGB/T 700 1988 ЬМЫиНсЙЙИж ЁЁЁЁGB/T 1220 1992 ВЛатИжАє ЁЁЁЁGB/T 1591 1994 ЕЭКЯН№ИпЧПЖШНсЙЙИж ЁЁЁЁGB/T 2100 1980 ВЛатИжФЭЫсИжж§МўММЪѕЬѕМў ЁЁЁЁGB/T 2828 1987 ж№ХњМьВщМЦЪ§ГщбљГЬађМАГщбљБэЪЪгУСЌајХњЕФМьВщ ЁЁЁЁGB/T 2829 1987 жмЦкМьВщМЦЪ§ГщбљГЬађМАГщбљБэЪЪгУЩњВњЙ§ГЬЮШЖЈадЕФМьВщ ЁЁЁЁGB/T 3098.1 2000 МсЙЬМўЛњаЕадФмТнЫЈ ТнЖЄКЭТнжљ ЁЁЁЁGB/T 3098.2 2000 МсЙЬМўЛњаЕадФмТнФИ ЁЁЁЁGB/T 3098.6 2000 МсЙЬМўЛњаЕадФмВЛатИжТнЫЈ ТнЖЄТнжљКЭТнФИ ЁЁЁЁGB/T 6414 1999 ж§МўГпДчЙЋВю ЁЁЁЁGB/T 8923 1988 ЭПзАЧАИжВФБэУцатЪДЕШМЖКЭГ§атЕШМЖ ЁЁЁЁJB/T 7528 1994 ж§МўжЪСПЦРЖЈЗНЗЈ ЁЁЁЁ3 ЖЈвх ЁЁЁЁБОБъзМВЩгУЯТСаЖЈвх ЁЁЁЁ3.1 ЕужЇЪНВЃСЇФЛЧН the point suspended glass curtain wall ЁЁЁЁВЃСЇУцАхЭЈЙ§ЕужЇГазАжУгыЦфжЇГаНсЙЙзщГЩЕФФЛЧН ЁЁЁЁ3.2 жЇГазАжУ support device ЁЁЁЁВЃСЇУцАхгыжЇГаНсЙЙжЎМфЕФСЌНгзАжУгЩСЌНгМўКЭзІМўзщГЩ ЁЁЁЁ3.3 СЌНгМў connecting part ЁЁЁЁСЌНгВЃСЇУцАхгызІМўЕФзщМў ЁЁЁЁ3.4 зІМў spider linking part ЁЁЁЁАВзАдкНсЙЙжЇГазљКЭСЌНгМўжЎМфЕФзщМў ЁЁЁЁ4 ЗжРр ЁЁЁЁ4.1 СЌНгМў[ИНТМA ЬсЪОЕФИНТМБэA1] ЁЁЁЁa) СЌНгМўАДЙЙдьПЩЗжЮЊЛюЖЏЪНКЭЙЬЖЈЪН ЁЁЁЁb) СЌНгМўАДЭтаЮПЩЗжЮЊИЁЭЗЪНКЭГСЭЗЪН ЁЁЁЁ4.2 зІМў[ИНТМA ЬсЪОЕФИНТМБэA2] ЁЁЁЁa) зІМўАДЙЬЖЈЕуЪ§КЭЭтаЮПЩЗжЮЊ ЁЁЁЁЕЅЕузІV/2 аЭКЭI/2 аЭ ЁЁЁЁЖўЕузІU аЭV аЭКЭI аЭ ЁЁЁЁШ§ЕузІY аЭ ЁЁЁЁЫФЕузІX аЭКЭH аЭ ЁЁЁЁЖрЕузІ ЁЁЁЁb) зІМўАДГЃгУПзОрПЩЗжЮЊ204mm 224mm 250mm ЁЁЁЁ4.3 БъМЧ ЁЁЁЁ4.3.1 аЭКХЙцдђ ЁЁЁЁСЌНгМўКЭзІМўЕФаЭКХгЩУћГЦДњКХЕужЇЪНВЃСЇФЛЧНжЇГазАжУзщМўЬиадДњКХНсЙЙаЮЪНКЭжїВЮЪ§ДњКХТнИЫЙцИёЛђПзОрЕШзщГЩЁЃ
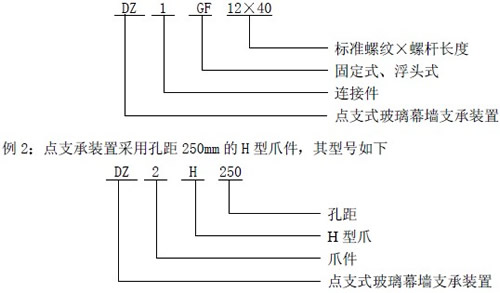
ЁЁЁЁ4.3.3 БъМЧЪОР§ ЁЁЁЁР§1 ЕужЇГазАжУВЩгУБъзМТнЮЦM12 ТнИЫГЄЖШ40mm ЕФЙЬЖЈЪНИЁЭЗЪНСЌНгМўЦфаЭКХШчЯТЃК
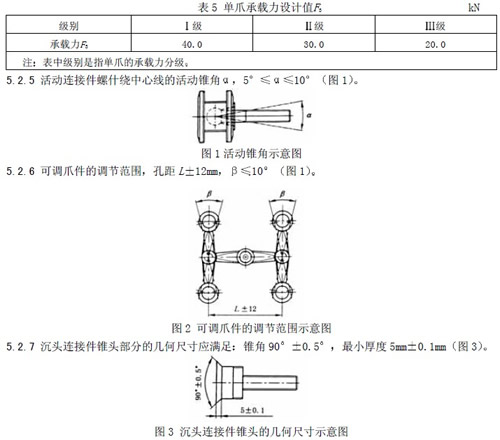
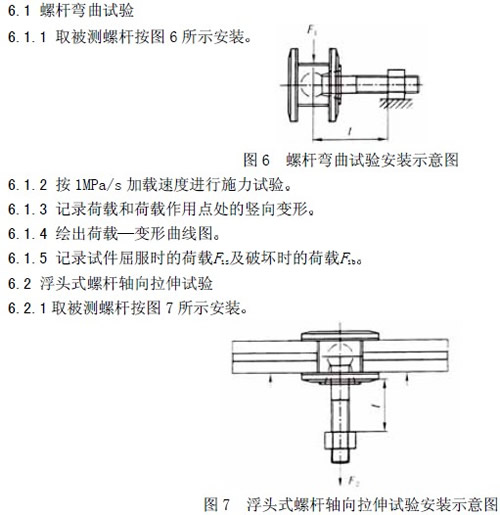
ЁЁЁЁ5 вЊЧѓ ЁЁЁЁ5.1 ВФСЯ ЁЁЁЁ5.1.1 зІМўПЩВЩгУЬМЫиИжВЛатИжКЭТСКЯН№ЕШВФСЯЦфадФмБиаыЗћКЯЯргІЕФЙњМвБъзМ ЁЁЁЁ5.1.2 СЌНгМўжаЧђНТТнИЫБиаыВЩгУ1Cr18Ni9Ti 0Cr18N9 ЛђадФмИќгХЕФВЛатИжВФСЯЦфЫћСуМўВЩЕФВФСЯОЭЗћКЯБэ6 ЕФвЊЧѓ ЁЁЁЁ5.1.3 гыВЃСЇУцАхНгДЅЕФЕцШІКЭЕцЦЌгІВЩгУШчФсСњЛђДПТСЕШВФСЯ ЁЁЁЁ5.2 жЇГазАжУЕФадФм ЁЁЁЁ5.2.1 СЌНгМўТнИЫЕФОЖЯђГадиСІЩшМЦжЕF1гІЗћКЯБэ3 ЕФЙцЖЈ(ЭМ6)ЁЃ
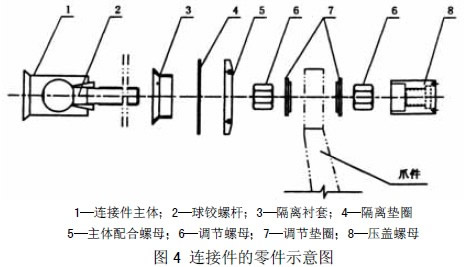
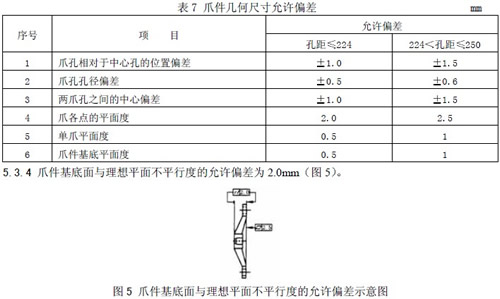
ЁЁЁЁ5.2.8 СЌНгМўгызІМўзАХфЕїећСПЃЌдкШ§ЮЌЗНЯђИїЁР6mm ЁЁЁЁ5.3 МгЙЄвЊЧѓ ЁЁЁЁ5.3.1 МгЙЄБэУцДжВкЖШгІВЛЕЭгкRa3.2 m ЁЁЁЁ5.3.2 НєЙЬМўЕФЛњаЕадФмгІЗћКЯGB/T3098.1 GB/T3098.2 КЭGB/T3098.6 ЕФвЊЧѓ ЁЁЁЁ5.3.3 СЌНгМўжаИїСуМўЭМ4 ЕФМгЙЄжЦзївЫТњзуБэ6 ЕФвЊЧѓЁЃ
ЁЁЁЁ5.4 БэУцДІРэ ЁЁЁЁж§дьЬМЫиИжКЭЦфЫћИжВФЕФБэУцгІАДGB/T8923 ЕФЙцЖЈНјааЗРИЏЪДДІРэ ЁЁЁЁ6 СІбЇадФмЪдбщЗНЗЈ
ЁЁЁЁ7 МьбщЙцдђ ЁЁЁЁМьбщЗжГіГЇМьбщгыаЭЪНМьбщЁЃМьбщгЩжЦдьГЇЕФжЪСПМьбщВПУХжДааЁЃ ЁЁЁЁ7.1.ГіГЇМьбщ ЁЁЁЁ7.11ГщбљЗНАИ ЁЁЁЁж№ХњМьбщGB/T2828 ЙцЖЈЕФе§ГЃвЛДЮадГщбљЗНАИНјааЃЌАДМьВщЫЎЦНШЁS-3ЁЃ ЁЁЁЁ7.1.2 МьбщЯюФП ЁЁЁЁa) ЭтаЮГпДчМАЯрЙиГпДч ЁЁЁЁb) БэУцШБЯн ЁЁЁЁc) ДжВкЖШМАОЋЖШЕШМЖ ЁЁЁЁd) аЮЮЛЙЋВю ЁЁЁЁ7.1.3 ХаЖЈЫЎзМ ЁЁЁЁХаЖЈЫЎзМAQL ШЁ1%ЃЌвВПЩгЩЙЉашЫЋЗНЩЬЖЈЁЃ ЁЁЁЁ7.2 аЭЪНМьбщ ЁЁЁЁ7.2.1 гаЯТСаЧщПіжЎвЛЪБашНјаааЭЪНМьбщ ЁЁЁЁa) аТВњЦЗЛђРЯВњЦЗзЊГЇЩњВњЪджЦЕФЖЈаЭМјЖЈАќРЈММЪѕзЊШУЪБ ЁЁЁЁb) е§ГЃЩњВњКѓЕБНсЙЙЙЄведВФСЯгажиДѓИФБфЪБ ЁЁЁЁc) ОГЄЦкЭЃВњЖјЛжИДЩњВњЪБ ЁЁЁЁd) ЙњМвжЪСПМрЖНМьВтЛњЙЙЬсГіаЭЪНЪдбщЕФвЊЧѓЪБ ЁЁЁЁe) ГіГЇМьбщНсЙћгызюНќвЛДЮаЭЪНЪдбщНсЙћгаНЯДѓВюБ№ЪБ ЁЁЁЁf) ПЭЛЇЛђКЯЭЌвЊЧѓЪБ ЁЁЁЁg) е§ГЃЩњВњЪБУПЖўФъЛђЖўЭђМўВњЦЗМьВтвЛДЮ ЁЁЁЁ7.2.2 ХаЖЈЙцдђ ЁЁЁЁВњЦЗЕФаЭЪНМьбщНсЙћШчгаШЮвЛЯюВЛКЯИёдђИУЯюгІМгБЖГщбљНјааИДМьШчШдВЛКЯИёдђХаЖЈИУХњВњЦЗЮЊВЛКЯИёВњЦЗЁЃ ЁЁЁЁ8 БъжОЁЂАќзАЁЂжќДцМАдЫЪф ЁЁЁЁ8.1 БъжО ЁЁЁЁ8.1.1дкВњЦЗАќзАЕФУїЯдВПЮЛгІБъУїЯТСаБъжОЃК ЁЁЁЁa) ВњЦЗЕФУћГЦЁЂЩЬБъМАаЭКХ ЁЁЁЁb) жЦдьГЇУћЁЂГЇжЗ ЁЁЁЁc) жДааБъзМКХ ЁЁЁЁd) ЩњВњШеЦк ЁЁЁЁe) МьбщКЯИёБъМЧ ЁЁЁЁ8.1.2 АќзАЯфБэУцгІгаУїЯдЕФЁАХТЪЊЁБЁЂЁАаЁаФЧсЗХЁБЕШБъжОЦфЭМЪОБъжОгІЗћКЯGB191 ЕФЙцЖЈ ЁЁЁЁ8.2 АќзА ЁЁЁЁ8.2.1 ВњЦЗСуВПМўгІЪЙгУЮоИЏЪДзїгУЕФВФСЯАќзА ЁЁЁЁ8.2.2 АќзАЯфФкгІгаВњЦЗЪЙгУЫЕУїЪщЁЂзАЯфЕЅКЭКЯИёжЄ ЁЁЁЁ8.2.3 АќзАЯфгІРЮЙЬЃЌБЃжЄВњЦЗдкдЫЪфЙ§ГЬжаВЛЛсЫ№ЛЕ ЁЁЁЁ8.2.4 гІБЃжЄзАШыЯфФкЕФИїСуВПМўВЛЛсЗЂЩњЛЅЯрХізВ ЁЁЁЁ8.3 жќДц ЁЁЁЁСуВПМўВЛдЪаэжБНгНгДЅЕиУцЃЌЕзВПЕцИпгІдк100mm вдЩЯЁЃжќДцЛЗОГОЭПеЦјСїЭЈЃЌБЃГжИЩдяЃЌЮоЫсЁЂМюЁЂбЮЕШИЏЪДадНщжЪ ЁЁЁЁ8.4дЫЪф ЁЁЁЁгІБЃжЄСуВПМўЕФАќзАЯфЯфдкдЫЪфЙ§ГЬжаВЛЛсЗЂЩњХізВЃЌЧвгІЧсФУЧсЗХЁЃ ИН ТМ A (ЬсЪОЕФИНТМ) СЌНгМўКЭзІМўЕФНсЙЙаЮЪН
ЦфЫћВЙГф |
|